Ремонт штангенциркуля с круговой шкалой. Инструкция по использованию штангенциркуля. Правила пользования штангенциркулем
Основная задача штангенциркуля – измерение размеров. Прибор хоть и простой, тем не менее позволяет с высокой точностью померить практически любые предметы. Применение он находит повсеместно – от мастерских всех направлений до салонов красоты (используется, к примеру, для создания идеальной формы бровей).
Устройство
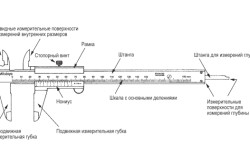
Если взглянуть на фото штангенциркуля, то станет очевидным, что основные элементы устройства типичны для любого его вида:
- Линейка – штанга
- Губки для измерения внешней и внутренней части детали
- Глубиномер – дополнительная опция позволяет измерить глубину отверстий и пазов
- Нониус – дополнительная подвижная шкала, позволяющая измерить с точностью до десятых долей миллиметра (до 0,05 мм, большая точность уже не имеет смысла, так как человеческий глаз не разберет результат замера)
- Винт для фиксации замера

Длина штанги прибора 15 см, но есть и специфичные модели с более длинной линейкой.

Наконечники на губках выполнены из очень твердого металла, что позволяет использовать их также для разметки (можно просто чертить линии на поверхности пластин, деталей и пр.).






Схема измерения
Давайте детально рассмотрим, как пользоваться штангенциркулем. Для начала нужно определиться с характером измерений, и в зависимости от того будет ли измеряться внутренняя, внешняя часть или же глубина изделия, используется нужный элемент прибора, принцип измерения во всех случаях один, поэтому рассмотрим на примере замера внешней части детали:

Губки разводятся в стороны, предмет помещается между ними и губки соединяются (если предмет твердый, то можно хорошо сжать губки, если же измеряется мягкий предмет, то ту главное не смять деталь, иначе результат измерения будет неверным). Чтобы удобно было снять замер, результат можно зафиксировать крепежным винтиком.

На линейке проверяются полученные значения.

Так как число может быть не целым, то для определения долей необходимо обратить внимание на нониус. Первым делом нужно найти деление, которое совпадает с делением основной линейки (например, основная линейка выдала результат 2 см и 4 миллиметра “с копейками”, для вычисления “копеек” видим, что совпала риска 7 на нониусе с риской на основной линейке, значит получается результат 2,47 см).

Важно! Совпадать должна только 1 риска. Если совпадает несколько рисок (не имеются в виду нули), то этим прибором не стоит пользоваться, так как он не исправен.






Разновидности штангенциркулей
Все виды штангенциркулей приведены в ГОСТ 166-89. Наиболее распространены нониусные, циферблатные и цифровые.

Нониусный штангенциркуль
Прибор в том виде, в котором мы привыкли его видеть, и именно его устройство описали выше.

Циферблатный штангенциркуль
Альтернативой нониусу и линейке служит циферблат, стрелка сразу показывает результат измерения. В использовании он гораздо проще, так как не нужно делать расчеты по нониусу. Ахиллесова пята в циферблатных штангенциркулях – это стекло, при его поломке прибор уже не годен. Но сейчас на прилавках появились ШЦЦ с более прочным углепластиковым таблом.






Цифровой штангенциркуль
На штанге с делениями расположена каретка с ЖК-дисплеем, где автоматически отображаются полученные данные измерения штангенциркулем. Их одним нажатием кнопки можно перевести из миллиметров в дюймы и наоборот, а также имеется дополнительная кнопка для сохранения результатов измерения и их обнуления.

Электронный штангенциркуль хорош точностью, наглядностью и быстротой измерения, в нем более плавно настраивается движение губок. И, согласитесь, удобнее смотреть на цифры, чем пытаться, напрягая зрение, уловить деления.

Уход и хранение
Штангенциркуль относится к разряду высокоточных приборов. Поэтому он требует тщательного ухода. Недопустимо наличие грязи или краски на нем, так как это критично испортит показания замера.




Качественный штангенциркуль – залог хорошего результата производства.












Фото использования штангенциркуля


































Основными дефектами штангенинструмента, которые могут быть устранены при ремонте, являются ошибки в делениях нониуса, кривизна направляющего ребра штанги, качка и перекос рамки, непараллельность измерительных поверхностей, их повреждение, износ основания и др.
Проверку правильности ребер штанги и измерительных плоскостей губок производят с помощью блоков концевых мер, зажимаемых между измерительными плоскостями при передвижении рамки через каждые 10 мм длины штанги. В любом положении рамки на штанге сила нажима измерительных плоскостей на блок должна быть одинаковой на всей плоскости меры. Если касание измерительных плоскостей с каким-либо блоком у острых и тупых губок различно в различных положениях рамки, это означает, что искривлена штанга. Если при любых положениях рамки раствор острых губок меньше раствора тупых или наоборот, то неисправны губки штангенциркуля.
Чтобы исправить штангу, ее рабочее ребро проверяют на краску на проверочной плите, и выпуклости убирают личным напильником или доводкой. Затем второе ребро штанги делают строго параллельным рабочему ребру также при помощи напильника или доводки. После этого производят доводку измерительных плоскостей губок.
Для их доводки штангенциркуль закрепляют в тисках со свинцовыми губками (фиг. 177,а). Доводку производят чугунным притиром (фиг. 177, б). Притир зажимается между губками, для чего рамку подводят вплотную к притиру и закрепляют микрометрическую подачу рамки. Притир должен без особых усилий передвигаться вперед и назад между губками.

Фиг. 177.
Доводка губок штангенциркуля.
Перекос губок установить нетрудно. Для этого достаточно зажать между губками блок концевых мер и если одна из сторон блока отойдет от одной из боковых сторон губок, то перекос установлен. Перекос рабочих плоскостей губок по отношению к штанге исправляют при помощи шлифования на плоскошлифовальном станке. После шлифования производят доводку грубой пастой ГОИ одновременно острых и тупых губок и полирование их стеклянными притирами с тонкой пастой. Доводка губок считается законченной, если притир проходит с одинаковым усилием в обоих концах.
После доводки губок проверяют совпадение нулевого деления штанги с нулевым делением нониуса. Для этого губки плотно сдвигают и зажимают подвижную рамку штангенциркуля. Убедившись, что между губками нет просвета, освобождают винты, скрепляющие рамку с нониусом. Затем передвигают рамку с нониусом в ту или другую сторону с таким расчетом, чтобы первое и последнее деление нониуса точно совпало с первым и другим соответствующим делением штанги. Также обращают внимание на то, чтобы вторые и третьи риски от начала нониуса были расположены одинаково со вторыми и третьими рисками от конца нониуса по отношению к соответствующим рискам на штанге. После этого закрепляют винты и, проверив еще раз совпадение делений, установку нониуса считают законченной. В том случае, если при установке нониуса не удается его переместить за счет зазора в отверстиях для винтов, отверстия подвергаются расширению при помощи надфиля.
Очень часто происходит поломка губок штангенциркуля. При исправлении этого дефекта принимают одно из трех решений, изображенных на фиг. 178: укорачивают длину губок (фиг. 178, а), удаляют одну пару губок (фиг. 178,6) или делают вырез для вставки новой губки (фиг. 178, в). Иногда взамен сломанной губки приваривается новая.

Фиг. 178.
Ремонт и восстановление губок штангенциркуля.
Исправление дефектов у штангенциркулей облегченного типа производят, главным образом, рихтованием с последующей доводкой измерительных плоскостей. Так, если уже при износе рабочих поверхностей губок нулевой штрих нониуса не совпадает с нулевым штрихом штанги, то после доводки измерительных плоскостей эта ошибка будет еще больше.
Поэтому ее исправляют рихтованием. Неподвижную губку кладут на закаленный брусок, укрепленный в тиски, и ударяют по ней в месте а (фиг. 179) для того, чтобы ее носик подался вниз. Удары производят с обеих сторон штангенциркуля. То же проделывают и с губкой подвижной рамки, ударяя по ней в месте б. Острые концы губок рихтуются в местах а и б.

Фиг. 179.
Ремонт штангенциркуля облегченного типа (стрелки показывают места ударов при рихтовании).
После рихтования спиливаются и доводятся измерительные плоскости до совпадения делений штанги и нониуса, а в заключение зачищаются забоины и полируются все плоскости мелкой шкуркой.
Исправление основания штангенрейсмаса производят притиркой на притирочной плите при помощи шлифовальных порошков.
К атегория:
Помощь рабочему-инструментальщику
Проверка и ремонт штангенинструментов
Неисправности штангенинструментов и их проверка.
Наиболее характерными неисправностями штангенинструментов, в результате которых нарушается точность показаний, являются: износ измерительных поверхностей и затупление острых концов губок; износ и деформация рабочих поверхностей штанг и рамки; перекос основной рамки; неправильная установка нониуса; ослабление пружины; износ резьбы винта и гайки микрометрической подачи и ряд других. п Показания штангенинструментов с величиной отсчета и 0,05 мм проверяют с помощью концевых мер длины 2-го класса точности (6-го разряда), а с величиной отсчета 0,1 мм - концевыми мерами длины 3-го класса.
Перекос подвижной губки относительно неподвижен выявляется также с помощью концевой меры длины.
Установив в двух крайних положениях концевую меру, снимают показания и по их разности судят о величине непараллельности измерительных поверхностей, вызванной перекосом подвижной губки.
Износ измерительных поверхностей определяют по величине несовпадения нулевых штрихов шкал штанги и нониуса при плотно сдвинутых губках. Для штанген-инструментов с величиной отсчета 0,02 и 0,05 мм просвет между измерительными поверхностями не должен превышать 0,003 мм, а для штангенинструментов с величиной отсчета 0,1 мм - 0,006 мм. На рис. 79,6 показано, как с помощью концевых мер и лекальной линейки можно на глаз определить величину просвета между измерительными поверхностями.

Рис. 1. Проверка штангенциркулей.
Схема проверки износа рабочих поверхностей губки для внутренних измерений приведена на рис. 1, е. Между губками для наружных измерений помещают концевую меру, а затем с помощью другого штангенинст-румента проверяют расстояние между губками для внутренних измерений. Это расстояние должно быть равно размеру концевой меры.
Износ штанги устанавливают лекальной линейкой на просвет.
Ремонт штангенинструментов. Износ рабочих поверхностей штангенинструментов устраняют рихтовкой губок с последующей их доводкой. Рихтовкой устраняют также дефекты измерительных поверхностей губок и доживаются совпадения нулевых штрихов шкал. После рихтовки приступают к доводке измерительных поверх-постей плоскопараллельными притирами, для чего штангенциркуль закрепляют в тисках, притир помещают между губками, а рамку сдвигают до соприкосновения губок с притиром. В этом положении Рамку закрепляют стопорным винтом и, перемещая при-г между губками с небольшим усилием, производят R доводку поверхностей со стороны как острых, так и тупых губок до достижения плоскостности, параллельности и одинакового размера раствора обеих сторон.

Рис. 2. Доводка измерительных поверхностей штангенциркуля.
Прямолинейность измерительных поверхностей проверяют лекальной линейкой, а параллельность губок рамки губкам штанги и размеры между ними контролируют концевыми мерами, при этом усилие, с которым мера вводится между губками, должно быть одинаковым для обеих сторон. Вставив концевую меру не с конца губок, а сбоку по всей плоскости и одновременно слегка поворачивая ее, можно определить степень параллельности поверхностей. Если плитка будет задерживаться концами губок, свободно вращаясь дальше по всей поверхности, или будет иметь зазор впереди, значит, губки непараллельны.
Наружные поверхности тупых губок доводятся до получения параллельности. Размер губок должен быть равен целому числу миллиметров с десятыми долями (например, 9,8 мм). После доводки губок нониус устанавливают на нулевое деление штанги. Для этого губки сдвигают до соприкосновения измерительных плоскостей и зажимают подвижную рамку. Затем нониус передвигают до совпадения первого и последнего делений, при этом его шкалы должны точно совпасть с первым и соответствующим делениями штанги. В этом положении нониус закрепляют.
При ремонте большого количества штангенциркулей доводку измерительных поверхностей можно механизировать. Схема механизированной доводки приведена на рис. 2,б. Сложное зигзагообразное движение при механической доводке складывается в результате двух движений: горизонтального возвратно-поступательного движения притира 1 (при я = 400 дв. ход./мин и длине хода 23 мм) и вертикального поступательного движения штангенциркуля 2 (движение периодической подачи 5 = 1,5-3 м/дв. ход. притира). ДлЬ обеспечения качества доводки оба движения согласованы между собой. Штангенциркуль получает вертикальное перемещение только тогда, когда движется притир. На половине хода притира при максимальной скорости штангенциркулю сообщается также вертикальная подача небольшой величины. В крайних же точках пути притира, где скорость его равна нулю, вертикальная подача штангенциркуля прекращается. Давление доводки должно составлять Р-2-3 кг/см2.
При механической доводке губок штангенциркуля применяют чугунные притиры, шаржируемые микропорошком М20.
Ремонт штангенциркулей облегченного тина при поломке губок производят в следующем порядке. После отпуска в соляной ванне отрезают изношенный или сломанный конец губки. Затем в утолщенной части ножки дисковой фрезой прорезают паз, по ширине равный толщине губки. Новую заготовку губки вставляют в паз ножки и совместно сверлят два или три отверстия, затем обе части склепывают. Губки опиливают до заданных размеров и закаливают. После зачистки осуществляют доводку их измерительных поверхностей.

Рис. 3. Ремонт штангенциркуля.
При поломке обеих губок верхнюю ножку целиком заменяют новой. Для этого выбивают заклепки и снимают со штанги поломанную ножку. В заготовке новой ножки фрезеруют и опиливают прямоугольное окно, по форме и размерам равное торцу штанги. Затем на штангу надевают ножку, выверяют перпендикулярность ее положения относительно граней штанги, сверлят в другом месте отверстия и приклепывают ножку. Губки опиливают так, чтобы их конфигурация и размеры соответствовали форме губок рамки, и затем их доводят.
Поломанные губки рамки заменяют новыми, для чего, выбив заклепки и сняв негодную губку, на ее место приклепывают заготовку новой губки, опиливают ее, закаливают и доводят.
Ремонт поломанных губок штангенциркулей со штампованной штангой несколько сложнее, так как вся штанга вместе с губками имеет одинаковую толщину и врезать новую губку невозможно. Приклепывание внакладку не всегда обеспечивает достаточную прочность соединения. Можно применить сварку, однако лучше всего заменить всю верхнюю часть штанги, установив новую ножку.
С этой целью после отжига и отрезки губок торец линейки фрезеруют или опиливают вручную так, чтобы на гранях линейки образовались заплечики, в которые упирается ножка. При опиливании измерительных плоскостей губок ножки необходимо следить за тем, чтобы нулевое деление нониуса рамки примерно совпадало с нулевым делением шкалы на линейке, так как при значительном смещении нониуса на его торце придется снимать слишком большой слой металла, что ухудшит качество ремонта.
Деформация штанги может быть вызвана искривлением или неравномерным износом ее рабочей поверхности. Искривление штанги устраняется правкой, осуществляемой выгибанием в тисках с помощью трех узких латунных прокладок.
Неравномерный износ штанги устраняют припили-ванием и доводкой на притирочной плите, контролируя прямолинейность лекальной линейкой или методом на краску. Вмятины и забоины зачищают бархатным напильником, оселком и мелкой шкуркой с маслом.
Для устранения несовмещения нониуса со шкалой линейки его переставляют. Если торец нониуса упирается в стенку окна рамки и не может быть передвинут, то его подпиливают. Одновременно распиливают и отверстия под винты, после чего, переставив нониус, закрепляют его в правильном положении.
Ремонт других универсальных измерительных инструментов (угломеров, штангенрейсмусов и штангенглу-биномеров) аналогичен ремонту штангенциркулей.
Основными дефектами штангенглубиномера могут быть непрямолинейность опорной поверхности, отсутствие перпендикулярности линейки относительно опорной плоско.сти и неправильная установка нониуса.
Для обеспечения прямолинейности опорной плоскости корпуса и торца линейки они совместно доводятся на плите. Выдвинув линейку над плоскостью корпуса, с помощью лекального угольника проверяют перпендикулярность ее относительно опорной плоскости.
Ремонт нониуса производится так же, как и штангенциркуля. При установке линейки на определенный размер торец ее совмещают с плоскостью глубиномера. В этом положении нулевое деление нониуса совмещается с нулевым делением шкалы линейки или с делением, соответствующим высоте набора концевых мер, после чего нониус крепят винтами.
Штангенциркуль является очень популярным измерительным инструментом. Устройство штангенциркуля достаточно несложное, поэтому пользоваться им может практически каждый без особой предварительной подготовки. С его помощью можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них. Несмотря на простую конструкцию, этот инструмент имеет различный класс точности и может давать показания с точностью от 0,1 до 0,01 мм. Свое название он получил, исходя из основной детали конструкции. Благодаря устройству штангенциркуль по праву считается одним из самых универсальных измерительных инструментов.
С помощью штангенциркуля можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них.
Принципиальные конструктивные характеристики штангенциркуля
Штангенинструмент в принципе, и штангенциркуль в данном случае, имеет в качестве основной детали выдвижную штангу с измерительной шкалой. Эта шкала разделена на деления по 1 мм, а ее общая длина у простейшей бытовой модели ШЦ-1 составляет от 15 до 25 см. Существуют и модели больших размеров, но они применяются только на промышленных предприятиях и встречаются намного реже. Именно по этой штанге и определяется максимальная величина, которую может измерить данная конкретная модель штангенциркуля.

Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей.
Особой конструктивной чертой его является наличие такого устройства, как нониус. Это вспомогательная шкала, которая подвижна относительно основной линейки. Она помогает правильно определить количество долей деления на этой линейке. Деления на шкале нониуса, еще известного как «верньер», на определенную долю меньше, чем деления основной линейки. Их может быть 10 для модели, имеющей точность до 0,1 мм, или 20 для моделей с точностью до 0,05 мм. Принцип работы нониуса основан на том, что определить на глаз совпадение делений намного легче, чем относительное расположение одного деления между двумя другими.
При необходимости измерения внешних поверхностей, таких как сечение провода, большие губки просто накладываются с обеих сторон внутренними поверхностями. Провод зажимается между ними, и нулевое деление шкалы подвижной рамки дает показание на основной шкале штанги. Малые же губки имеют форму лезвий ножниц, что помогает измерить диаметр трубы или иного отверстия по шкале без дополнительных вычислений. У них рабочие поверхности внешние, имеющие профиль заостренного лезвия, поэтому ими можно измерить такой показатель, как шаг резьбы.
Составные детали и применение
Инструмент состоит из неподвижной основы и выдвижной арматуры. Они изготовлены из инструментальной стали. В состав штангенциркуля входят следующие составные части:
- Основная штанга, на которую крепится вся подвижная арматура. На ней находится основная шкала.
- Подвижная рамка, имеющая винтовой фиксатор и прижимаемая внутренней пружинной пластиной. На ней находится шкала нониуса. Она может быть нанесена непосредственно на нее, а может находиться на пластине, закрепленной винтами. Это позволяет регулировать ее относительно шкалы на штанге.
- Губки для измерений наружных поверхностей, или большие губки. Одна из них закреплена на неподвижной штанге, а другая — на подвижной рамке. На концах имеются узкие поверхности, что дает дополнительные возможности для измерения.
- Губки для измерения внутренних поверхностей, или малые губки. Расположены по тому же принципу напротив предыдущих по центральной оси.
- Линейка для измерения глубин. Закреплена к подвижной рамке.
Линейка для измерения глубины закреплена на подвижной рамке и двигается по пазу, сделанному в плоскости штанги. Она может служить также для измерения внутренних канавок и удаленности уступов. Штанга ставится на торец перпендикулярно измеряемому предмету. Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ — 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ — 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ — 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
Штангенциркуль ШЦ — 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
С использованием штангенциркуля неразрывно связаны токарное производство, установка различных трубопроводных систем, винтовых соединений и прочих конструкций, требующих повышенной точности.
В то же время, благодаря конструкции, пользоваться им может практически каждый. Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей. В рамку вмонтировано считывающее устройство, показывающее расстояние между измерительными губками. На дисплее имеются кнопки, позволяющие им управлять. Точность такого прибора составляет 0,01 мм и позволяет делать измерения самых мелких деталей, в частности контролировать резьбу. Однако все недостатки электронных приборов присущи и этому инструменту. Изменения параметров штанги под воздействием температурных перепадов немедленно влияют на показания дисплея.
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.

Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений . Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью . Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом . Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства . Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.

Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.

Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.

На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.

На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.



